When a load of post-consumer plastic packaging arrives at a recycling facility, it carries more than just the polymer it was made from. Food residues, adhesives, paper labels, sand, and even biological slime form a stubborn layer on every flake. The industry has learned, often through costly trial and error, that simply soaking or rinsing is not enough. The real work of removing these contaminants happens in a narrow space between a spinning rotor and a perforated screen, where high-speed friction does what chemicals alone cannot. Understanding the physics inside that space is what separates an unreliable bottle-to-bottle line from one that consistently delivers virgin-like flakes.
This article breaks down what actually happens during friction washing, which parameters control the result, and how the cleaning stage influences the granulation step downstream. For those evaluating an integrated washing and granulation line, seeing friction washing as a tunable scientific process – rather than a black box – changes how you select, operate, and maintain the entire system.
The physics that removes what soaking cannot
A friction washer works on a principle that is simple to describe but hard to master: kinetic energy from a rotating paddle or blade transfers to wet plastic flakes, accelerating them against each other and against a stationary screen. Three removal mechanisms act in parallel:
-
Abrasion between flakes: When two flakes are forced past each other at different velocities, the softer contaminant layer (organic residues, oxidized polymer surfaces, paper fibers) is sheared off. This is the dominant removal mode for films and lightweight flakes.
-
Percussion against the screen: Flakes repeatedly strike the perforated basket at high speed. The impact loosens adhered dirt, and the centrifugal force drives the detached particles through the screen openings with the water.
-
Hydraulic shear: The water film between a flake and the screen experiences extreme shear rates. In a well-designed friction washer, this hydrodynamic effect helps lift labels and glue residues that abrasion alone would miss.
The key distinction between a friction washer and a conventional paddle washer is energy density. A paddle washer gently agitates; a friction washer operates at rotor tip speeds of 15–30 m/s, creating specific mechanical energy inputs of 20–60 kWh per tonne of material. That energy is what breaks the bond between a label and a bottle flake without resorting to heated chemical baths.
The parameters most operators overlook
Recycling plants often set the friction washer once, then forget it until a quality deviation appears. Yet three interdependent parameters determine cleaning efficacy and flake integrity:
1. Rotor speed and residence time
Rotor speed controls the centrifugal force pressing flakes against the screen. For rigid PP and HDPE containers, tip speeds around 20–25 m/s typically balance cleaning power with low fines generation. For thin films, however, running above 18 m/s can fold flakes and trap contaminants inside. Data from a 2023 study by the Association of Plastic Recyclers (APR) indicates that reducing tip speed by 15% for PE film streams lowered the folded flake rate from 7.2% to 1.8%, while still achieving >98% removal of paper label residues. Residence time, controlled by the weir height at the discharge, should be long enough for the entire batch to reach the screen, typically 10 to 30 seconds depending on contamination level.
2. Water temperature and dosing
Cold water is cheaper, but friction washing generates heat. The local temperature at the flake-screen interface can spike 15–20°C above the incoming water temperature due to viscous dissipation. For PET flakes with hot-melt adhesives, cold water (8–12°C) helps keep the glue brittle so it shatters off rather than smearing. For polyolefins carrying oily food residues, water at 30–40°C combined with a mild alkaline detergent reduces surface tension and lifts emulsified fats. A common mistake is overdosing chemicals, which can create stable foam cushions that reduce flake-to-screen impact – ironically lowering cleaning efficiency.

3. Screen condition and aperture
A worn or partially blinded screen changes everything. Even a 10% reduction in open area increases material holdup, raises the energy input per flake, and can melt film edges, creating “angel hair” that clogs downstream dryers. Screen apertures of 1.5–2.5 mm are typical for rigid flakes; for films, some operations move to 2.5–3.5 mm to reduce folding. Weekly inspection with a borescope and monitoring the pressure differential across the screen are low-cost practices that prevent chronic quality drift.
The direct link to granulation quality
Cleaning does not end in the friction washer – it only prepares the material for the knife that follows. In a high-contamination waste plastic cleaning and granulation recycling system, poorly washed flakes impose a hidden tax on the granulation step:
-
Residual grit (sand, glass shards) accelerates wear on granulator blades. A European mixed-PO recycling plant recorded that reducing fines silica content from 0.3% to 0.05% by optimizing the friction washer extended blade life from 200 to 380 operating hours.
-
Organic residues that survive the washer enter the extruder, where they thermally degrade and create black specks in the pellets. These specks are a leading cause of downgraded regrind for injection molders.
-
Moisture carried by inadequately centrifuged flakes depresses extrusion throughput. A well-tuned friction washer combined with a downstream mechanical dryer typically achieves <8% surface moisture, while a poorly performing one leaves >15%, forcing reduced extruder speeds.
This is why treating the friction washer as an isolated unit is risky. The real performance metric is not “how clean the flakes look,” but the pellet contamination count after extrusion, measured in mm² of black specks per kg of pellets. Shifting the quality check from visual assessment to quantitative pellet testing is a hallmark of plants that sell into demanding converters.

When friction washing fails – and what to fix
Three failure modes recur across facilities, and they are usually traced back to upstream choices rather than the washer itself:
-
Label adhesive smearing on PET. Cause: the hot wash stage before the friction washer was too short or too cold, leaving glue soft. Solve it upstream by ensuring an 85–90°C alkaline pre-wash with sufficient residence time to detach labels before flakes reach the friction stage.
-
Film wrapping around the rotor. Cause: thin films fed at inconsistent rates. A starve-fed inlet with a break-detect sensor stops the rotor before film bundles can weld onto the shaft. Some operators add a de-lumper after the shredder, paying dividends in friction washer uptime.
-
Gradual contamination rise. Often blamed on the washer, but actually due to process water loading. When 1 m³ of water recirculates through more than 3 tonnes of material without sufficient filtration, dissolved contaminants redeposit on flakes. Installing a side-stream micro-filter on the water circuit restores cleaning stability without replacing the friction washer.
Understanding these failure roots changes the conversation with equipment suppliers. Instead of asking “how fast does your washer spin,” informed buyers ask about upstream interface recommendations, water circuit design, and expected pellet quality for their specific feed stream.
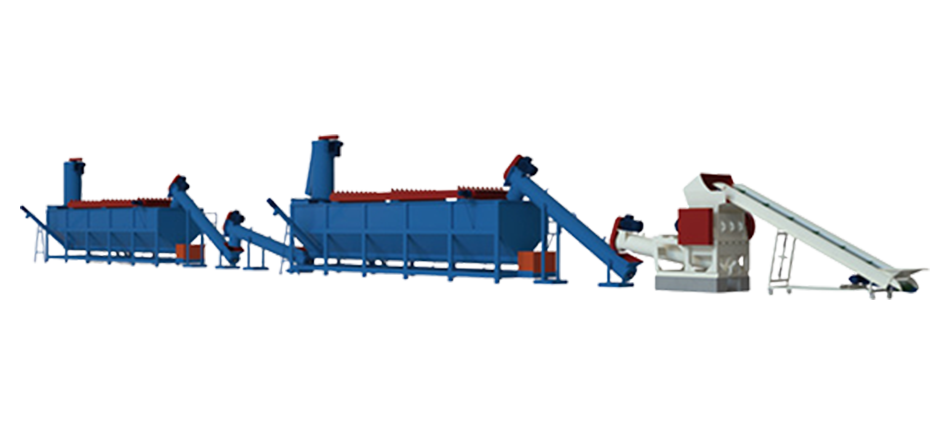
Building a predictable cleaning line
Friction washing is not a stand-alone solution; it is one link in a sequence that must move material seamlessly from bale breaking to pellet storage. When the friction washer is matched with properly sized pre-wash, sink-float separation, mechanical drying, and extrusion pelletizing, the outcome becomes repeatable. This is where an advanced plastic cleaning and granulation system with integrated friction washing changes the operational equation: by engineering each module to compensate for the limitations of the next, such a line can cut startup time and reduce the variability that frustrates both operators and end-customers.
If you are currently facing inconsistent flake quality, short blade life, or pellet specks that cost you a prime-grade designation, it may be worth stepping back from individual component troubleshooting. Evaluating how the entire washing and granulation sequence handles your specific contamination profile often reveals that the friction washer was never the weak link – the system around it was.
Disclaimer: The process parameters and performance examples in this article are drawn from published industry guidance and anonymized operational observations. Actual results depend on feedstock composition, equipment configuration, and operating practice. No endorsement of specific equipment is implied by the technical explanations provided.






 Download
Manual
Download
Manual Video
Video




 Connect:
Connect: