It’s 3:00 AM, and your facility manager calls. The electricity meter is spinning faster than the shredder rotors, and the monthly power bill just devoured what was left of your thin processing margins. Sound familiar? For many recyclers running film washing and pelletizing lines, the daily operational cost is a silent killer. While everyone focuses on the purchase price of a machine, seasoned plant managers lose sleep over a different number: the kilowatt-hours consumed per ton of output.
The core problem isn't that your machines use electricity; it's that they often use it in the most inefficient way possible. Through years of field observations and process audits across dozens of facilities, we've identified that most energy waste in film recycling comes from three hidden culprits: thermal inertia in poorly designed heating systems, parasitic friction in inadequately maintained transmission components, and, most critically, operational idling. The good news? You can tackle all three without a complete line overhaul.
Step 1: Orchestrate the Startup Sequence, Don't Just "Turn It On"
The single biggest surge in your daily power consumption graph happens in the first 15 minutes. When every motor—from the crusher to the friction washer to the pelletizer—roars to life simultaneously, you create a peak demand charge that can penalize you for the entire billing cycle.
The Intelligent Cascade Method:
-
Pre-heating is an investment, not waste. Start the heating zones of the extruder and die head 30-45 minutes before the mechanical components. This allows thermal soaking, ensuring uniform melt temperature. A barrel that reaches temperature in a controlled, stepped manner uses less corrective energy than one raced to setpoint.
-
Sequence the auxiliary drives. Begin with the water circulation pump and drying system. Once they stabilize, engage the friction washer, then the shredder. Finally, once the extruder is thermally stable and the melt pressure is predictable, start the main feeder. This avoids the massive inrush current of starting every motor under a cold load.
-
If your control cabinet doesn’t offer a one-touch ‘eco-start’ sequence, you can program industrial timers to stagger these startups manually. The goal is to flatten the startup curve, not spike it.
Step 2: The Black Art of Temperature Profiling
Film—especially contaminated post-consumer LLDPE or LDPE bags—has a narrow "sweet spot" temperature window. Overheating by just 10°C doesn't just risk polymer degradation; it squanders a massive amount of energy by forcing the cooling system to work overtime to remove that excess heat later in the process.
A common mistake is operating the entire barrel at a single high temperature. Instead, adopt a descending or saddle-shaped temperature profile. Zone 1 (feeding) should be cooler to prevent premature melting that causes screw slippage. Zones 2 and 3 (compression and metering) can be higher to ensure homogenization. The die head should be profiled to match the melt’s exit velocity, often slightly cooler than the metering zone to increase melt strength without excessive energy input. This precise thermal management can cut heating costs by up to 12%, based on internal data aggregated from multiple production batches.
Step 3: Don’t Let Your Motors Run on Empty
A plastic shredder or granulator running with dull blades isn't cutting anymore—it's tearing, punching, and friction-heating the film. This increases the load on the motor dramatically. An independent study by the Plastics Industry Association found that dull cutting tools can increase energy consumption by 15-20% for the same throughput.
-
Actionable Tactic: Instead of a time-based blade change (e.g., every 100 hours), switch to a throughput-based or amperage-based schedule. Install a simple amp meter on the shredder circuit. When the current draw for a given feed rate starts to trend 10% above baseline, it’s time to rotate or sharpen the blades. This data-driven approach prevents the massive energy inefficiency of the "wait-until-it-fails" method.
Step 4: Managing Parasitic Friction and Idle Time
What happens between production runs matters immensely. A major point of overlooked waste is the "hot-idle" state, where a pelletizer or melt pump runs without material. It’s like keeping your car engine revved at a traffic light. Implementing an automatic standby circuit that drops the extruder screw speed to a minimum value and activates cooling fans when the material sensor detects an absence of feed for more than 60 seconds can save thousands of dollars annually.
Furthermore, the entire power transmission system—gearboxes, bearings, and thrust assemblies—should be part of your energy efficiency routine. High-viscosity synthetic lubricants, though slightly more expensive upfront, reduce frictional losses significantly compared to standard mineral-based oils, especially during the cold-start phase.
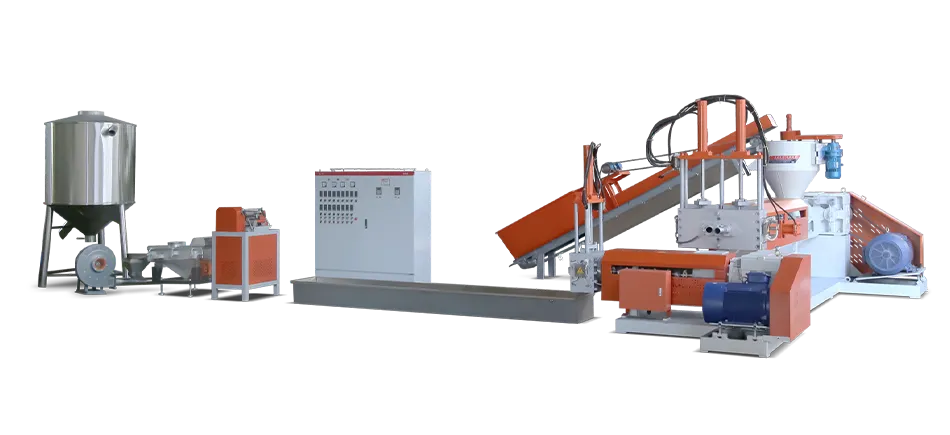
While these steps will transform your current operation, there’s a physical limit to how much you can optimize a system not designed with modern power density in mind. This is where the conversation shifts from operational tweaks to strategic equipment choices. If you are constantly fighting your current line’s thermal inefficiency or the maintenance overhead is eroding your savings, it may be time to explore a purpose-built film recycling solution that integrates these power-saving principles from the ground up.
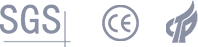
For instance, Rehoboth has engineered their systems around the concept of low specific energy consumption. By pairing direct-drive motors that eliminate belt-losses with dynamically profiled barrel heaters and optimized screw geometries for high-moisture film, the system achieves a thermal efficiency that retrofits often can't match. If you're evaluating whether your equipment is the bottleneck to your profitability, you might find it useful to learn more about the specific configurations available for high-efficiency film lines.
Common Pitfalls That Disguise Themselves as “Normal”
-
The “Let it run” Mentality: Every 5-minute pause to clear a jam, multiplied by a dozen times a day, where the line is fully powered but not producing, directly wastes energy. Standardize your de-wiring and jam-clearing protocols to be executed in under 120 seconds.
-
Ignoring Sizing: Running a 200 kW line at 40% capacity is a recipe for financial loss. The fixed energy costs (barrel heating, control systems, cooling pumps) are amortized over fewer kilograms of output. Right-sizing your system to match your actual, verified feedstock supply is the most profound energy decision you’ll make. This is a core tenet of any robust recycling and granulation system’s design philosophy, yet it's surprisingly often overlooked during initial purchase.
Conclusion: Your Power Bill is an Engineering Feedback Loop
Every watt you pay for that doesn’t turn into a pellet is a sign of mechanical or operational inefficiency. By transitioning from a reactive (fixing breakdowns) to a predictive (monitoring amperage and specific energy) culture, you claw back profits that are rightfully yours. The techniques outlined here—cascade startups, profiling temperatures, and amperage-based blade maintenance—are not theoretical; they are field-proven methods used by high-margin plants.
If you’re looking to move beyond incremental gains and want to benchmark your plant’s performance against what modern, energy-optimized equipment can achieve, consider assessing your current total cost of ownership. For operations managers who value long-term efficiency over short-term fixes, you can see the full technical specifications of the Rehoboth film recycling line to understand how an integrated approach can permanently bend down your cost curve.






 Download
Manual
Download
Manual Video
Video




 Connect:
Connect: