I magine the scene: after months of research, you’ve finally commissioned a new granulator. Production day arrives. The hopper is filled with washed film flakes, the barrel is up to temperature, and the motor hums to life. But within two hours, the screen changer clogs. Pellets come out brittle. A strange smell drifts from the die head. The morning shift calls you in a panic: “This machine can’t handle our material.”
That sinking feeling is something I’ve seen too often over a decade of working alongside plastic recyclers — from small washing-line operators to multi-site compounders. And in nearly every case, the root cause wasn’t a bad machine. It was a bad match between the machine and the reality of the factory floor.
That’s why the single best investment you can make before signing a purchase order isn’t a bigger motor or a shinier control panel. It’s the time you spend asking hard, unglamorous questions. Below are the seven that matter most. They aren’t theoretical; they’re pulled directly from site visits, troubleshooting calls, and candid conversations with plant managers who learned the expensive way.
Before you dive into the list, it’s worth remembering that modern granulation often lives inside a much broader process — especially when you’re dealing with post-consumer or heavily printed film. If your incoming material arrives dirty, relying on a standalone granulator alone can quickly become a bottleneck. Many recyclers now look at the bigger picture and opt for a tightly integrated washing and pelletizing line that covers everything from size reduction to finished pellet storage. This perspective will be a recurring theme throughout the questions below.
1. “What exactly is in my feedstock — beyond the polymer?”
Every spec sheet assumes a clean, homogeneous input. Your real feedstock is different. It carries paper labels, adhesive residues, abrasive sand, fermentation by-products from stored agricultural film, or moisture trapped inside crevices.
A quick exercise: take a 5 kg sample straight from your washing line exit, not from a lab-prepared batch. Dry it exactly the way your plant normally does (including any shortcuts). Then run a residual moisture test. If you’re above 1.5 % moisture for film or 0.8 % for rigid regrind, standard vented barrels may not be enough. You’ll need vacuum venting, longer L/D ratios, or pre-drying — all of which add cost and complexity upfront but prevent the pellet porosity and die-face freeze-off that cause silent quality rejections downstream.
What to ask the supplier: “Can you show me data from a line running material with similar moisture and contamination levels to mine?”
2. “What happens when I change materials — not if, but when?”
Many plants run a “core” material 80 % of the time but switch to shorter runs of other polymers to keep contracts. A PP raffia line might occasionally process LDPE shrink wrap. A PET bottle line might experiment with thermoform scrap.
The question isn’t just whether the screw geometry can handle both. It’s about changeover time, purging compound consumption, and — critically — whether the pelletizing system (strand, water-ring, or underwater) can adjust quickly without producing off-spec material for half a shift. I’ve watched a facility lose €6,000 in wasted resin during a single poorly planned changeover simply because the die plate temperature couldn’t stabilize fast enough.

Write this into your evaluation: “Define the acceptable loss window during changeover and the steps required to achieve it.”
3. “Is my washing line truly synchronized with the granulator — or am I creating an expensive waiting game?”
One of the most common misalignments in recycling plants is the throughput gap between washing and pelletizing. A washing section that delivers 500 kg/h of dried film, followed by a granulator that can process 650 kg/h, forces the operator to either run the granulator intermittently (thermal cycling kills barrel life) or push wetter-than-designed material through (which degrades melt quality).
This is precisely why equipment selection has shifted from evaluating individual machines to evaluating a complete process chain that links washing, drying, and pelletizing in a single, balanced flow. Even if you buy components from different suppliers, the interface points — buffer silo capacity, feed auger control logic, emergency stop interlocks — need to be specified together, not patched together later with duct tape and hope.
Action item: Map your material flow minute-by-minute, not just ton-per-day averages. Peaks and pauses matter more.
4. “How much space and headroom do I really need — and what does my floor loading allow?”
Granulators aren’t just heavy; they are dynamically heavy. Water-ring pelletizers vibrate. Strand baths need long cooling stretches. A typical 600 kg/h line with a centrifuge dryer, granulator, and pelletizer can easily occupy 12–15 meters in length and require a reinforced mezzanine for the feeding platform.
But there’s a subtler space trap: maintenance clearance. A screen changer that looks compact in a CAD drawing often needs 1.2 meters of unobstructed pull-out space. Forgetting this turns a 15-minute screen swap into a half-day contortionist act.

Rule of thumb: Add 30 % to the manufacturer’s stated footprint for real-world operability. If your building was designed for a different purpose originally (many recyclers repurpose warehouses), have a structural engineer verify dynamic loads — especially for high-speed centrifuge units.
5. “What are my true energy costs — not just motor nameplate ratings?”
A nameplate says 160 kW, but that’s only the main drive. The real electrical load includes barrel heaters (often 20–30 % of motor rating during start-up and then cycling), the hydraulic power pack for the screen changer, pelletizer motor, water pumps, and the vacuum pump for the vent. In a year of continuous operation, a line that “looks” 160 kW might pull an average 210–230 kWe from the grid.
Multiply that by €0.12/kWh and 7,000 operating hours, and the “hidden” 50 kW costs you €42,000 per year. Over a 10-year machine life, that single oversight could exceed the entire purchase price of the pelletizer.
Ask for a guaranteed energy consumption curve at various throughputs — and pin the supplier to it in the performance acceptance criteria. Also, explore whether the equipment can be configured with energy-recovery options on the barrel cooling fans or drive inverters. Some turnkey plastic reprocessing systems now incorporate this by design, feeding recovered heat back into the drying section, which cuts overall kWh per kilo noticeably.
6. “How quickly can I get wear parts — and how easily can my own team fit them?”
Screw elements, barrel liners, screen changer seals, and die plates are consumables. They will fail, always during a peak order rush. The question isn’t “Are they durable?” (every supplier claims they are), but rather: “What is the actual lead time for replacements from the moment I call, and what tools are required to install them?”
One processor I know kept a spare segmented screw assembled on a trolley. When a worn kneading block finally lost throughput, the maintenance crew swapped the entire screw in four hours — zero loss of production days. They could do that because the supplier provided a straightforward pulling cradle and alignment jig, not because the crew were geniuses.
Insist on: an illustrated spare parts list with recommended stock levels for one year of operation, and on-site training documentation that includes video walkthroughs of common replacements. ISO 12100 safety conformity should be a given, but also check that the machine’s guarding design allows quick access to wear points without full disassembly.
7. “After the installation team leaves, who answers my calls?”
A granulator is a process machine, not a plug-and-play appliance. During the first three months, you’ll likely encounter at least one alarm you can’t interpret, one jam that doesn’t match the manual, and one recipe tweak that needs an experienced process engineer’s ear. If the only support offered is an email ticket that gets answered in 48 hours, your OEE will quietly bleed.
Look for suppliers who offer remote diagnostics (VPN access to the PLC with your permission), a structured commissioning period with training milestones, and a field service engineer who speaks your operational language — not just the sales pitch. Ask for contact details of two reference customers who have run the same model for over 5,000 hours. Then call them and listen carefully to what they don’t say.
Pulling it all together
The questions above share a common thread: they shift your evaluation from “what the machine claims” to “how the machine behaves in your building, with your material, operated by your team.” Spec sheets are promises. Site performance is truth.
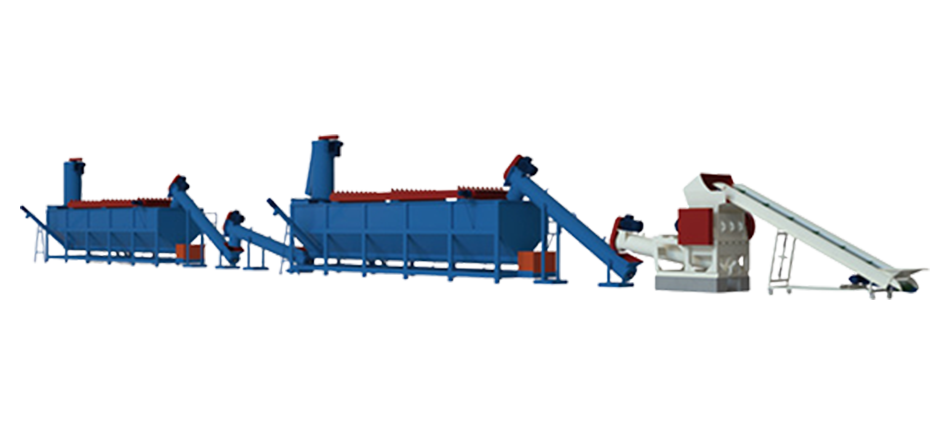
If you’re looking for a starting point that takes these integration challenges into account from day one, it’s worth exploring how a waste plastic cleaning and granulation recycling system built as a unified line can eliminate some of the most painful mismatches — especially the washing-to-pelletizing throughput gap and the energy cost surprises mentioned earlier. The system bundles washing, drying, extrusion, and pelletizing under a single control philosophy, which means the buffer silo knows what the extruder is doing, and the pelletizer speed trims automatically based on melt pressure. It’s not the right fit for every scenario, but for plants that process post-consumer film, rigid flakes, or agricultural waste, it resolves a lot of the coordination headaches that otherwise land squarely on the shift supervisor’s shoulders.
To get a concrete sense of how such a line is configured — and whether its throughput range matches your operation — you can view detailed specifications and layout options here. The page covers typical capacities, floor layouts, and the core modules that make up a full cleaning-to-pellet chain, without any marketing fluff.
No single article can substitute for an in-depth technical discussion with an engineer who has walked the factory floor. But if you take these seven questions into your next supplier meeting — and refuse to settle for vague reassurances — you’ll already be far ahead of most buyers. The goal isn’t to buy the cheapest granulator, or even the most feature-rich one. It’s to buy the one that keeps humming on a rainy Tuesday morning three years from now, when the film bales are wetter than usual and the night shift just called in sick.
Disclaimer: This article provides general guidance based on industry experience and does not constitute engineering advice. Always consult qualified professionals for equipment selection specific to your facility’s conditions and local safety regulations. Energy figures and cost calculations are illustrative estimates; actual values will vary based on site conditions, utility rates, and operating practices.






 Download
Manual
Download
Manual Video
Video




 Connect:
Connect: