The economics of mechanical recycling hinge on a single, unforgiving metric: pellet quality. One batch with irregular cuts, internal voids, or excessive fines can erode trust with downstream manufacturers and compress already razor-thin margins. Yet for many recycling plant operators, the pelletizing stage remains a persistent bottleneck—one where subtle variations in melt temperature, blade alignment, or feedstock bulk density compound into costly downtime.
Understanding exactly what happens inside the extruder barrel and at the die face is not just engineering curiosity; it is the foundation of predictable, profitable production.
The Four Critical Stages Inside Every Pelletizing System
While machine configurations differ, the underlying physics remains consistent. A modern pelletizing line transforms loose, irregular scrap into uniform cylindrical or spherical granules through four tightly coupled stages.
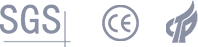
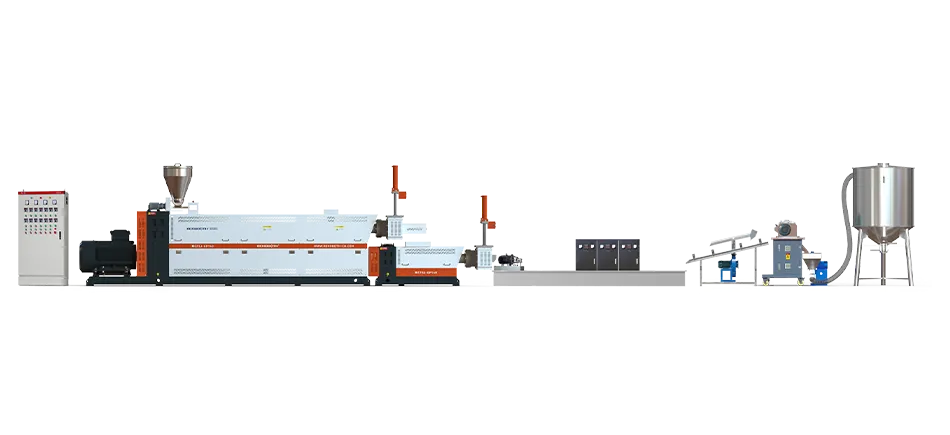
Stage 1: Feeding and Pre-Conditioning
The process begins at the hopper, but the real challenge starts with material bulk density. Lightweight films and woven bags—with densities as low as 0.03–0.12 g/cm³—resist conventional screw feeding, creating bridging and surging that destabilize melt pressure downstream. To overcome this, many systems incorporate a cutter-compactor: a rotating drum that simultaneously cuts, densifies, and friction-heats the incoming scrap before it reaches the screw. This pre-conditioning step stabilizes feed rate and dramatically improves throughput consistency.
Stage 2: Plasticization and Degassing
Once inside the barrel, the material undergoes a carefully managed thermal and mechanical transition. The rotating screw generates approximately 80% of the required melting energy through shear friction, with external heating bands providing the balance.
For printed films and post-consumer waste, this stage includes a vacuum degassing zone. Residual inks, adhesives, and absorbed moisture volatilize under heat; without active extraction, these gases form bubbles that create internal voids in the final pellet—a defect manufacturers call the “popcorn effect”. A properly sized vacuum pump paired with a sealed vent port is non-negotiable for producing market-grade output.
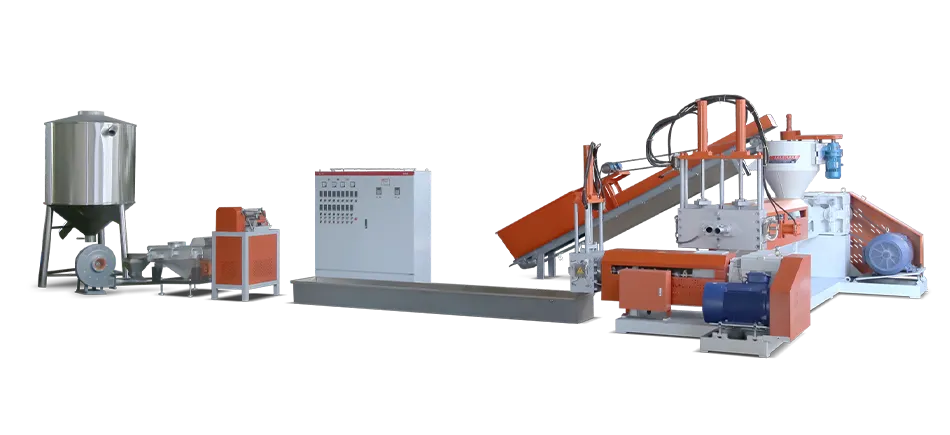
Stage 3: Filtration and Pressure Build-Up
Before the melt reaches the pelletizing die, it passes through a screen changer—essentially a fine-mesh steel filter that traps paper labels, metal fragments, wood splinters, and incompatible polymer residues. The ASTM D5577-19 standard provides a systematic framework for identifying and classifying such contaminants in recycled plastic flakes or pellets.
Operators often overlook the filtration stage, but it directly determines whether recycled pellets can meet the tightening quality specifications demanded by injection molders and film extruders.
Stage 4: Pelletizing and Cooling
The final stage is where melt becomes product. Two dominant methods exist:
-
Strand Pelletizing: Melt is extruded through a multi-hole die into spaghetti-like strands, passed through a water bath, then cut into cylinders by a rotating granulator. This method suits rigid regrinds like HDPE and PP.
-
Water Ring (Die-Face) Pelletizing: Rotating blades cut the melt directly at the die face, with pellets immediately flung into a circulating water ring for quenching. This single-stage approach produces spherical pellets ideal for automated handling and is particularly effective for PE and PP films.
The choice between these methods depends largely on polymer type, desired pellet shape, and available floor space.
When Pellets Go Wrong: Common Failure Modes
Even well-maintained machines produce defective output under certain conditions. Recognizing these patterns early prevents batch rejection:
-
Tails and Twins: Non-uniform pellet lengths signal a mismatch between melt flow rate and cutter speed. The fix typically involves recalibrating knife-to-die clearance and verifying blade sharpness.
-
Agglomeration (Clustering): Pellets sticking together after cutting indicate insufficient heat removal. Common culprits include elevated quench water temperature or inadequate flow velocity in the cooling trough.
-
Fines and Angel Hair: Plastic dust and thin, wispy strands point to brittle fracture during cutting or drying. Lowering centrifugal dryer RPM often reduces impact force and dust accumulation.
-
Internal Voids: Bubble-filled pellets almost always trace back to trapped moisture or volatiles. Verifying vacuum degassing efficiency and ensuring feedstock pre-drying are the standard countermeasures.
For operations processing difficult-to-feed materials—particularly lightweight films, woven bags, and fiber waste—equipment selection plays an outsized role in preventing these issues. A well-engineered system that integrates pre-conditioning, degassing, and precise temperature control can eliminate many of the root causes before they manifest as pellet defects. If you are evaluating modular granulation solutions for handling thin films and mixed rigid scrap, it is worth examining how the feeding and degassing stages are designed.
Energy Efficiency: The Hidden Margin Driver
Energy consumption often escapes the buyer’s checklist until the first electricity bill arrives. Processing lightweight materials without proper pre-compaction can push single-screw extruders to speeds around 120 RPM, generating destructive shear heat and driving energy use to 350–500 kWh per ton. In contrast, modern systems with optimized screw geometry and compaction-assisted feeding consistently operate in the 80–110 kWh per ton range for PE pelletizing.
A mid-size 75 kW drive motor running at 80% load for 6,000 hours annually consumes roughly 360,000 kWh per year—meaning even a 20% efficiency improvement translates into substantial operating cost savings.
Making Sense of the Market: Quality as Competitive Moat
The global recycled plastics market, valued at approximately USD 82.57 billion in 2025, is projected to grow at a compound annual rate of 8.84%, reaching over USD 149 billion by 2032. This expansion is fueled in part by regulatory mandates: the EU Packaging and Packaging Waste Regulation requires all packaging to be recyclable by 2030, with minimum recycled content thresholds of 30% for single-use plastic beverage bottles.
These targets are not aspirational—they are legally binding. For recyclers, the implication is clear: demand for consistently high-quality recycled resin will only intensify. Those who master the pelletizing stage will be positioned to supply premium markets; those who do not will be relegated to low-margin filler applications.
For plant managers looking to upgrade their output consistency without overcomplicating their workflow, exploring how different manufacturers approach screw design, degassing architecture, and cutter synchronization can yield valuable insights. Those interested in reviewing detailed equipment configurations may find it helpful to compare how various systems handle the transition from feeding to pelletizing under continuous operation.
Practical Selection Criteria for Pelletizing Equipment
When evaluating equipment for a recycling line, five criteria deserve scrutiny beyond the spec sheet:
-
Material Compatibility: Can the system handle the full range of your feedstock—from rigid regrind to thin film—without requiring separate lines?
-
Throughput vs. Pellet Quality: Higher RPMs often boost output at the expense of uniformity. Verify performance data under realistic conditions.
-
Energy Consumption per Ton: Request specific energy consumption figures for your target material, not just motor nameplate ratings.
-
Maintenance Accessibility: Screen changers, cutter blades, and vacuum ports should be accessible without extensive disassembly.
-
Automation Level: Systems capable of automatically adjusting cutter speed to match melt flow reduce operator dependency and improve consistency.
The pelletizing stage represents both the greatest technical challenge and the greatest economic opportunity in a recycling plant. Every operational decision—from screw configuration to quench water temperature—ripples through pellet quality and, ultimately, through the price those pellets command in the market. For operations ready to move beyond reactive troubleshooting and toward predictable, repeatable output, the starting point is understanding exactly what the equipment does, and why it matters. Those seeking to obtain a tailored equipment recommendation based on their specific waste stream profile can reach out for a consultation.
Disclaimer: The equipment performance data and energy consumption figures cited in this article are sourced from publicly available industry references and manufacturer specifications. Actual results may vary depending on feedstock composition, operating conditions, and maintenance practices. Always consult equipment manufacturers for performance data specific to your application.






 Download
Manual
Download
Manual Video
Video




 Connect:
Connect: