Picture a mid-size recycling plant that has just fine-tuned its sorting and washing lines. The flake is clean, dry, and perfectly separated by polymer type. Yet when the material reaches the pelletizing stage, output fluctuates, fines build up, and every few days the operator has to stop the line to unclog the die head. The bottleneck is rarely the material itself—it’s a misunderstanding of how the pelletizing step actually works and what it demands from the upstream process.
Understanding this part of the recycling chain isn’t just for maintenance crews. When plant managers, project leads, and even procurement teams grasp the mechanics, specification becomes sharper, downtime shrinks, and pellet quality stops being a monthly gamble. This article unpacks the key stages, the cutting technologies that often get conflated, and the operational choices that separate a stable line from a high-maintenance one.
The Four Stages That Lead to a Pellet
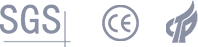
Before a single pellet forms, the material must pass through a carefully orchestrated sequence. Skipping any stage’s detail work will show up later as porosity, contamination, or inconsistent weight.
-
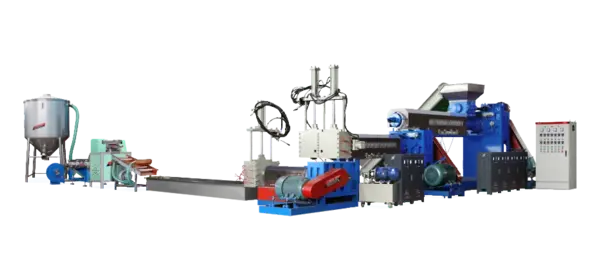
Size Reduction & Conditioning
Even pre-washed flake often varies in bulk density and particle size. A grinder or shredder brings the material to a uniform dimension so that the extruder screw can feed steadily. At this point, residual moisture content becomes critical. Inline drying or a separate thermal dryer is non-negotiable for hygroscopic materials like PET or PA, where moisture above 50 ppm can hydrolyze the polymer during melting, permanently reducing intrinsic viscosity. -
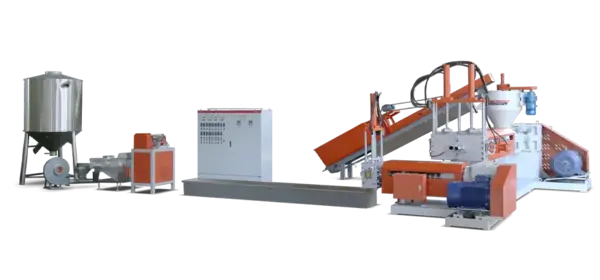
Melting & Filtration
The heart of the line is the single- or twin-screw extruder. Twin-screw co-rotating designs dominate post-consumer recycling because their intermeshing flights can handle irregular bulk density and mild contamination without surging. Immediately before the die, a screen changer—typically a continuous belt-type for heavily contaminated streams or a backflush system for cleaner inputs—filters out residuals. The industry target for filtration in food-contact recycling lines often goes down to 70–100 µm, a number that sounds aggressive but is achievable with properly staged mesh packs. -
Pelletizing Cut
This is the moment the melt turns into the product. The cut type defines everything—from the shape of the pellet to the amount of fines, the cooling footprint, and even the conveyor path length. Broadly, three cutting technologies are used in recycling operations today:-
Strand Pelletizing: Melt exits through a multi-strand die, passes through a water bath, and is cut on a rotating knife at the end. Simple to operate and clean, it is the default for many post-industrial lines. Its weakness is strand breakage when materials have variable melt strength, such as filled PP compounds or blends with elastomeric fractions.
-
Water Ring Pelletizing: A high-speed cutter faces the die plate while water swirls around the cutting chamber to cool and transport the pellets. This cuts the floor space need in half compared to strands and handles higher throughputs with less manual intervention. However, fluctuating water temperature or pressure can cause “tails” on pellets, so the pump control must be precise.
-
Underwater Pelletizing: The die face is completely submerged. The cutter rotates inside a pressurized water chamber, and the pellets are immediately quenched and transported to a centrifugal dryer. Underwater systems excel at high volumes, especially with low-viscosity melts or sticky polymers, and they produce near-spherical pellets favored by injection molders. The trade-off is complexity: start-up alignment between the die, cutter hub, and water flow takes experience, and the dryer must be tuned to prevent agglomeration.
If you trace the timeline of a pellet defect back to its source, you’ll often land not on the cutter itself but on the transition between stages two and three. A pressure fluctuation of just 5–10 bar at the die entry can change local melt velocity enough that strand diameters drift, forcing the operator to adjust knife speed reactively.
-
-
Cooling, Drying & Classifying
After cutting, pellets travel through either a water trough or pneumatic line into a centrifugal dryer or fluidized bed cooler. Air knives strip surface moisture, and a vibrating screen separates fines before the final silo. The most underrated metric here is residence time in the dryer: at least 30 to 60 seconds of retention are needed for post-industrial HDPE to reach a surface moisture below 0.05%, a threshold that compounders regularly verify.
Why “One Setting Fits All” Fails
Operators who run mixed batches often treat pelletizer settings as fixed. In practice, melt flow index (MFI) can swing from 2 to 20 g/10 min between different LDPE film grades, and the cutter has to adapt. Water ring and underwater systems rely on a match between the die-hole diameter, the cutter blade speed, and the melt viscosity. When viscosity drops, a blade speed that was right for a stiffer melt will generate fines. When it rises, the pellet shape elongates and could clog the transport pipe.
A second common trap is ignoring blade-die land contact. If the blade pressure or alignment is off by even a fraction of a millimeter, the molten polymer smears against the die face and degrades. The resulting carbonized specks appear inside the pellets days later—by then, hours of production have been contaminated. Checking the die-face parallelism every two weeks is a simple habit with an outsized payback.
Matching the Cut to the Material—and the Business
When designing a new line or retrofitting an old one, the conversation often starts with throughput: “We need 1,200 kg/h.” But the deeper decision tree should look like this: material type → melt strength → required pellet shape → operational skill level on site → cooling water availability. For example, a recycler processing washed LDPE film for compounding will often find water ring pelletizing the balance point between throughput and ease of maintenance. A plant taking on rPET for bottle-to-bottle applications may move to underwater pelletizing because the spherical pellet gives better bulk-handling properties and the closed cooling loop prevents contamination. Strand pelletizing still has a place in high-purity post-industrial re-grind lines where product traceability matters and the operator wants visual sample checks of every strand.
Understanding these trade-offs is what turns a generic granulation line into a precise manufacturing cell. Integration matters, too. When the conveyor, dryer, and classifier share the same control architecture as the pelletizer, ramping up from cold start to stable production can be shortened by 30 % because the heating and water-flow curves communicate. If you are evaluating modular setups, it helps to explore complete granulation line designs that treat the pelletizer not as a standalone machine but as part of a synchronized system.
Real-World Signals That the Process Needs Attention
According to data shared by a large packaging recovery facility in Mexico, pellet moisture above 0.08 % caused annual customer returns of nearly 2 % of total output—all traced back to a dryer fan that had been gradually losing RPM due to belt wear. The issue was invisible on the control dashboard because the dryer was on a separate controller. Once the recycling provider integrated the dryer control into the main extrusion panel, alarms triggered at 5 % speed deviation, and returns dropped below 0.3 % within a quarter.
Another operator in Poland running mixed PP/PE caps found that switching from strand to water ring cutting eliminated the manual labor needed to align strands after start-up and reduced grade transition waste by 18 %. The lesson wasn’t that water ring is always better—it was that the labor cost and material loss from strand breaks had been accepted as “the way it is” until someone did a side-by-side cost-per-kilo analysis. When you work with a system that allows you to swap cutters or adjust parameters quickly, such analysis becomes easy. Those ready to evaluate modular pelletizing solutions can then tailor the cut technology to each material stream, rather than forcing all streams to fit one technology.
How a Well-Designed Line Changes the Daily Routine
Think of the morning shift in a plant that has matched its pelletizing stage to the actual material mix. Instead of checking for strand breaks or fishing a clogged die hole, the operator reads a dashboard: melt pressure stable, water inlet temperature within ±0.5 °C, blade speed adjusting automatically with a viscosity signal from the extruder. That shift in focus—from firefighting to process control—is what modern granulation systems enable. Fines stay below 0.1 %, pellet size uniformity exceeds 98 %, and a quick visual inspection under polarized light confirms crystal uniformity for anyone running crystalline resins.
The most successful installations I’ve seen treat the pelletizing stage as a diagnostic instrument. When pellet shape drifts, it’s a signal of upstream variation—a screen pack loading up, a feeder bridge, a moisture spike. The plant that reads those signals early stops small deviations from turning into quality claims.
If you are planning a new recycling project or modernizing an existing wash line, the pelletizing stage deserves the same rigor as the optical sorters and the wash tanks. Every material mix has a pelletizing sweet spot, and missing it means living with higher operational cost and lower pellet value. For a closer look at how the full granulation flow—from size reduction to final pellet classification—can be configured around your feedstock and your quality targets, feel free to review this integrated recycling and granulation system. Sometimes the most powerful decision you can make is to stop treating the pelletizer as a black box and start using it as the line’s quality lever.






 Download
Manual
Download
Manual Video
Video




 Connect:
Connect: