Our plastic pelletizers feature unique screw designs and various configurations. Modelsinclude single-screw, conical twin-screw, and parallel twin-screw models. These pelletizersare suitable for recycling and color-mixing most common waste plastics, including PP, PE, PS.ABS, PA, PVC, PC, POM, EVA, LCP, PET, and PMMA.
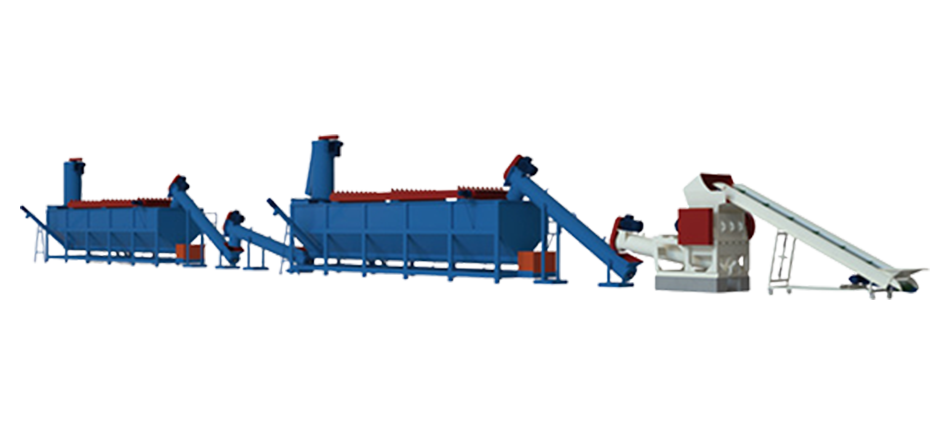
The REHOBOTH cleaning line is not merely a simple decontamination step, but a self-sustaining micro-ecosystem operating within your facility. We not only clean plastics but also purify every byproduct generated during the cleaning process, transforming the cost center of “pollution” into your environmental competitiveness and compliance assurance.

Electromagnetic heating equipment is mainly used for material heating, melting and heat tracing in industrial production, cooking, steaming and stewing in commercial catering, daily cooking, hot water supply and indoor heating in civil life, as well as raw material drying and process constant temperature in the field of new energy and environmental protection.

Shredders flexibly process a wide range of plastic types into graded, recyclable materials. With customizable rotor designs and specialized cutting tools, they effectively shred thermoplastics such as PE, PP, PVC, PS, PU, and PET, as well as various thermosets and elastomers. These smaller waste plastics can then be efficiently pelletized for reuse.

Utilizing low dew point dehumidification and heat pump technology, this system achieves rapid drying with high energy efficiency, ensuring extremely low moisture content in PET, PP, and other sheet materials. This provides the perfect foundation for high-quality pelletization.

Through a unique three-dimensional hybrid motion, the masterbatch and additives achieve molecular-level uniform distribution in the shortest possible time, significantly reducing cycle times and energy consumption while minimizing color variation in the final product.

Utilizing low dew point dehumidification and heat pump technology, this system achieves rapid drying with high energy efficiency, ensuring extremely low moisture content in PET, PP, and other sheet materials. This provides the perfect foundation for high-quality pelletization.



REHOBOTH recently hosted a delegation of clients from Central Asia for an in-depth factory tour, where they closely inspected our high-performance waste plastic recycling granulation systems to validate their suitability for regional recycling projects.

During the visit, our technical team guided the clients through every detail of the production line, from the main extruder and hydraulic screen changer to the water ring pelletizer and control cabinet. The clients examined the equipment’s robust build, high-precision components, and intelligent control system, asking detailed questions about processing capacity, energy efficiency, and adaptability to local plastic waste streams. They were particularly impressed by the line’s ability to produce consistent, high-quality pellets while minimizing downtime and operational costs.

Beyond equipment verification, both sides engaged in collaborative discussions about customized solutions tailored to the clients’ specific requirements, including capacity expansion plans, material compatibility, and compliance with local environmental regulations. The team also addressed queries about after-sales service, spare parts supply, and on-site training, reinforcing the clients’ confidence in our end-to-end support capabilities.

This visit marks another milestone in our growing partnerships across Central Asia. By combining proven technology with tailored services, REHOBOTH continues to empower businesses in the region to turn plastic waste into valuable resources, driving both economic growth and environmental sustainability.

Our business manager was showing the client delegation from Central Asia and Africa our past project cases and equipment details via her mobile phone. The clients gathered around, listening carefully to the explanation, getting a first look at our production capacity and equipment strength.

our team led the clients to the test demonstration area. To address the clients' top concern — "whether the equipment can adapt to the complex local waste materials", we conducted an on-site demo of the small plastic granulation system's working principle. Our manager pointed to the core processing module of the equipment, explaining the processing workflow and precision control logic to the clients. The clients observed the equipment structure up close, intuitively verifying its actual processing capability.

the two sides held an in-depth solution discussion in front of the large finished equipment. Targeting the clients' local waste characteristics, production capacity requirements, and local environmental compliance rules, our technical team communicated the customized equipment configuration plan with them. After learning the details, the clients highly recognized the plan, and the on-site atmosphere was professional and friendly, with the two sides reaching a preliminary consensus on the core cooperation details.

Throughout the inspection, the clients completed a full-dimensional field verification of our production strength, equipment performance, and customized solutions, laying a solid trust foundation for our long-term cooperation in the future.

REHOBOTH, a leading plastic recycling machine manufacturer with over 30 years of industry expertise, delivers high-performance, energy-saving, and sustainable plastic recycling solutions. Our advanced waste plastic recycling and granulation systems and plastic washing recycling lines help businesses convert plastic waste into high-value pellets while reducing carbon footprints and operational costs
Rich Industry Experience & Strong Manufacturing Capacity With a 3,900+ m² modern production base and a skilled team, REHOBOTH integrates R&D, production, sales, and service. We hold ISO and CE certifications, ensuring our equipment meets global quality and environmental standards. For decades, we’ve served industries like pelletizing, footwear, environmental protection, and new energy, providing customized automated recycling solutions.

REHOBOTH recently welcomed an African client delegation for a comprehensive visit to our facilities, marking a key step in advancing their plastic recycling project. The visit spanned detailed consultations, equipment demonstrations, and factory inspections, reflecting the client’s confidence in our solutions for regional waste plastic challenges.

During the meeting at our office, the client team reviewed our product catalogs and engaged in in-depth discussions about customized solutions tailored to their operational needs. Our team walked them through the specifications, efficiency, and adaptability of our plastic recycling systems, addressing questions about material processing capabilities, maintenance, and long-term operational costs. The collaborative atmosphere fostered a clear understanding of project requirements, laying the groundwork for a mutually beneficial partnership.

Next, the client inspected our plastic shredders and advanced granulation equipment, both at our production site and in the factory showroom. They closely examined the machines’ construction, including the heavy-duty shredder’s robust build and the granulation system’s precision components. Hands-on verification of the equipment’s design, durability, and processing efficiency confirmed its suitability for their waste streams, from rigid plastics to films. The client was particularly impressed by the equipment’s ability to handle high contamination levels and produce consistent, high-quality pellets.

Beyond technical checks, the visit also included a tour of our production facilities, where the client witnessed the manufacturing process of our recycling lines. They gained insights into our quality control standards, production capacity, and after-sales support framework, reinforcing their trust in REHOBOTH as a reliable partner.

This visit underscores REHOBOTH’s commitment to delivering tailored, high-performance plastic recycling solutions to clients across Africa. By combining our technical expertise with on-site collaboration, we are empowering businesses to turn plastic waste into valuable resources while contributing to regional environmental sustainability.


 Connect:
Connect:
© Ruian Chunfeng Plastic Machinery Co., Ltd All Rights Reserved.