When Tom, the operations manager at a mid-sized LDPE recycling plant in the Midwest, opened the monthly electricity bill last July, he froze. The figure was 23% higher than the same period a year earlier, pushing the cost of turning post-industrial film waste into pellets to an all-time high. “We were running the same lines, processing almost the same tonnage, but the energy cost per kilogram had crept up to a level that was no longer sustainable,” he recalled.
Tom’s case is far from unique. For many recyclers, energy is the invisible competitor that erodes margins year after year, often unnoticed until the numbers turn red. A typical 400 kg/h pelletizing line running 6,000 hours per year at an industrial electricity rate of $0.12/kWh can easily rack up an annual energy bill of $170,000 or more. If you can slice that by 20%, the savings go straight to your bottom line – in this case, around $34,000 annually, enough to fund a part-time maintenance technician or invest in downstream sorting equipment. The question is no longer if you should tackle energy consumption, but how. And the answer often lies in the hardware itself.
The hidden energy thieves inside your pelletizing line
Most of the energy consumed in a granulation line doesn’t end up in the pellets. It escapes as heat loss, friction, and wasted motion. Conventional lines, many of which were installed a decade ago, rely on fixed-speed motors driving single-stage extruders. These motors run at full speed regardless of the load, consuming peak power even during partial throughput. The gearbox alone can lose 5–8% of input energy as heat, while barrel heating bands cycle on and off without feedback from the actual melt temperature inside the screw.
Moreover, in plants that handle mixed rigid and flexible waste streams, the line is often asked to process materials it wasn't optimized for. Running heavily printed film through a general-purpose screw designed for thick-wall HDPE crates creates excessive shear heat, which then requires more cooling energy, turning the system into a thermal tug-of-war. According to energy management frameworks like ISO 50001, measuring Specific Energy Consumption (SEC, expressed in kWh per kilogram processed) is the first step toward continuous improvement – and it often reveals uncomfortable truths. In many plants we’ve observed, the real-world SEC sits stubbornly between 0.35 and 0.45 kWh/kg, while state-of-the-art lines now achieve 0.25–0.30 kWh/kg for the same materials.
What a 20% energy reduction actually looks like in hardware
An energy-saving pelletizer isn’t just a tweaked version of an old design; it’s a rethinking of how power is delivered and managed. The most impactful upgrades come from three areas:
-
Servo-driven screw and feed systems. Replacing fixed-speed AC motors with servo motors means the screw rotates exactly at the speed required for the current feedstock and throughput. During startups, ramps, or material changes, the drive draws only what’s needed. One independent study on extrusion energy management found that servo-driven extruders can reduce energy consumption by 15–30% compared to conventional hydraulic or AC vector drive systems (Source: Plastics Technology, "Why Servo Drives Save Energy", 2022).
-
Optimized screw geometry and barrel length. A screw with a tailored L/D ratio and barrier flights for the specific waste stream – for instance, a design that handles both PP raffia and LDPE film without excessive shear – minimizes the mechanical energy converted into unhelpful heat. This reduces the load on the cooling system and improves melt homogeneity, which in turn boosts pellet quality.
-
Intelligent thermal management. Rather than on/off heating, modern lines use PID-controlled heating and air-cooling zones that respond to melt temperature readings taken at multiple points along the barrel. Some advanced systems even capture the radiant heat from the die head and reuse it to pre-heat the feeding zone, a design that has been shown to cut overall power draw by an additional 5–7%.
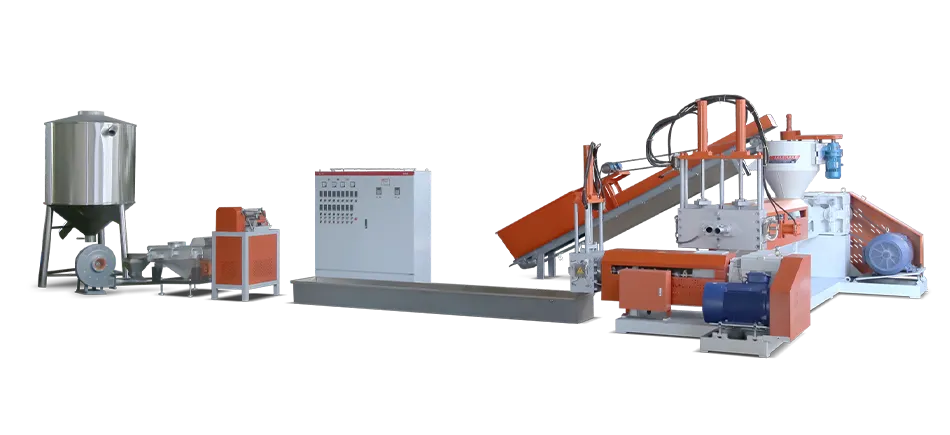
When these elements come together, the savings become tangible. A plant upgrading from a conventional 0.40 kWh/kg system to an energy-optimized configuration can expect to reach 0.28–0.30 kWh/kg. For a line processing 1,000 kg/h over 5,500 hours annually, that shift translates into roughly 660,000 kWh saved per year – and at $0.12/kWh, that’s $79,200 back in the budget. For operations ready to retire aging equipment and adopt a more efficient footprint, examining a modern granulation line for post-industrial scrap is a logical next step.
Beyond the kilowatt-hour: other savings that compound
Lower energy consumption is the headline, but it triggers a chain of secondary savings. Reduced heat generation means the extrusion barrel and screw wear more slowly, extending the service life of these expensive components by an estimated 15–25% based on maintenance logs from several European recycling plants. Less heat also means a cooler working environment on the shop floor, which can lower factory HVAC costs and improve operator comfort – a factor that directly affects safety and retention.
Product quality, too, benefits. Overheated melt leads to polymer degradation, generating black specs, gels, and volatile organic compounds (VOCs) that can render the pellets unsellable for high-value applications like blown film or injection molding. An energy-optimized system that maintains a tight ±1.5°C melt temperature window preserves the material’s molecular integrity, meaning fewer customer returns and a higher average selling price per ton. One HDPE bottle recycler documented a 7% increase in pellet resale value after switching to a lower-shear, servo-driven line, purely because the pellets showed lower yellowness index and fewer contaminants.
How to evaluate energy performance before you buy
If you’re in the market for a new granulation line, don’t rely solely on the nameplate motor rating. Instead, ask suppliers for the guaranteed SEC under specific operating conditions: material type, bulk density, contamination level, and desired throughput. Request reference data from installations processing similar feedstocks. A trustworthy supplier will provide an energy performance contract or at least a commissioning test that verifies SEC.
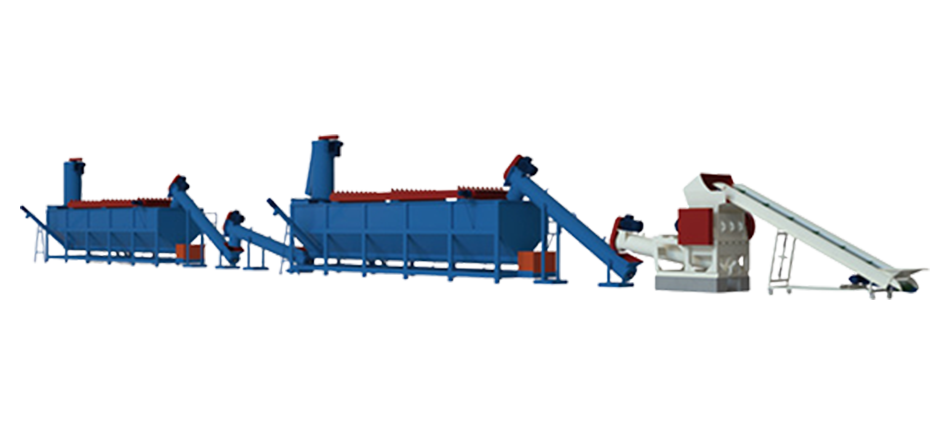
Also, examine the energy consumption of ancillaries: the shredder, the feeding conveyor, the pellet dryer, and the classifier. A truly integrated system minimizes energy losses between stages. For example, an integrated shredding and pelletizing system that feeds shredded flake directly into the extruder hopper without intermediate storage and reheating can eliminate the energy penalty of cooling and reheating the material twice.
Maintaining the energy advantage over time
Even the most efficient equipment will drift if not maintained properly. Here are three practical steps to lock in those 20% savings year after year:
-
Monitor SEC continuously. Install a sub-meter on the main extruder drive and log kWh per ton produced daily. A 5% upward trend over two weeks often signals a worn screw or a blocked screen changer that is increasing backpressure.
-
Inspect screw and barrel clearance annually. As clearance increases from wear, melt leakage and shear heating rise, silently consuming more energy. Replacing the screw or barrel at the right time – typically when clearance exceeds 0.3 mm for a 120 mm screw – can restore energy performance without a full line replacement.
-
Keep air cooling channels clean. Dust and polymer fines that accumulate on the barrel cooling fans and heat exchangers significantly reduce heat transfer efficiency. A quarterly cleaning routine, including compressed air blow-through of all fins, often returns the thermal system to its original efficiency for less than a day’s labor.
When a waste plastic recycling and granulation system is maintained with energy discipline, the operational cost savings compound well beyond the initial capital decision. In fact, over a ten-year service life, energy and maintenance savings can surpass the original purchase price of the line.
Where do you start?
Assessing your current energy baseline doesn't require an expensive consultancy. Download a free copy of the ISO 50001 energy review template, or simply begin recording your plant’s total kWh and monthly tonnage output. If your SEC exceeds 0.38 kWh/kg for film or 0.32 kWh/kg for rigid PP/PE, there’s a strong business case for an upgrade.
For those ready to explore what a modern, energy-optimized system can deliver, Rehoboth’s energy-optimized recycling configuration has been developed specifically for mixed-waste processors who want to cut utility expenses without sacrificing throughput. The design emphasizes low SEC, servo-driven modules, and heat recovery, and it’s backed by commissioning data from operating plants.
Disclaimer: Energy savings are estimated based on typical operating conditions and industry benchmarks. Actual results will vary depending on feedstock characteristics, throughput, local electricity rates, and maintenance practices. This article is for informational purposes and does not constitute an engineering guarantee.






 Download
Manual
Download
Manual Video
Video




 Connect:
Connect: